高频焊管的技术要求与质量检验
文章出处:本站 作者:admin 发表时间:2019-04-26 10:01:43
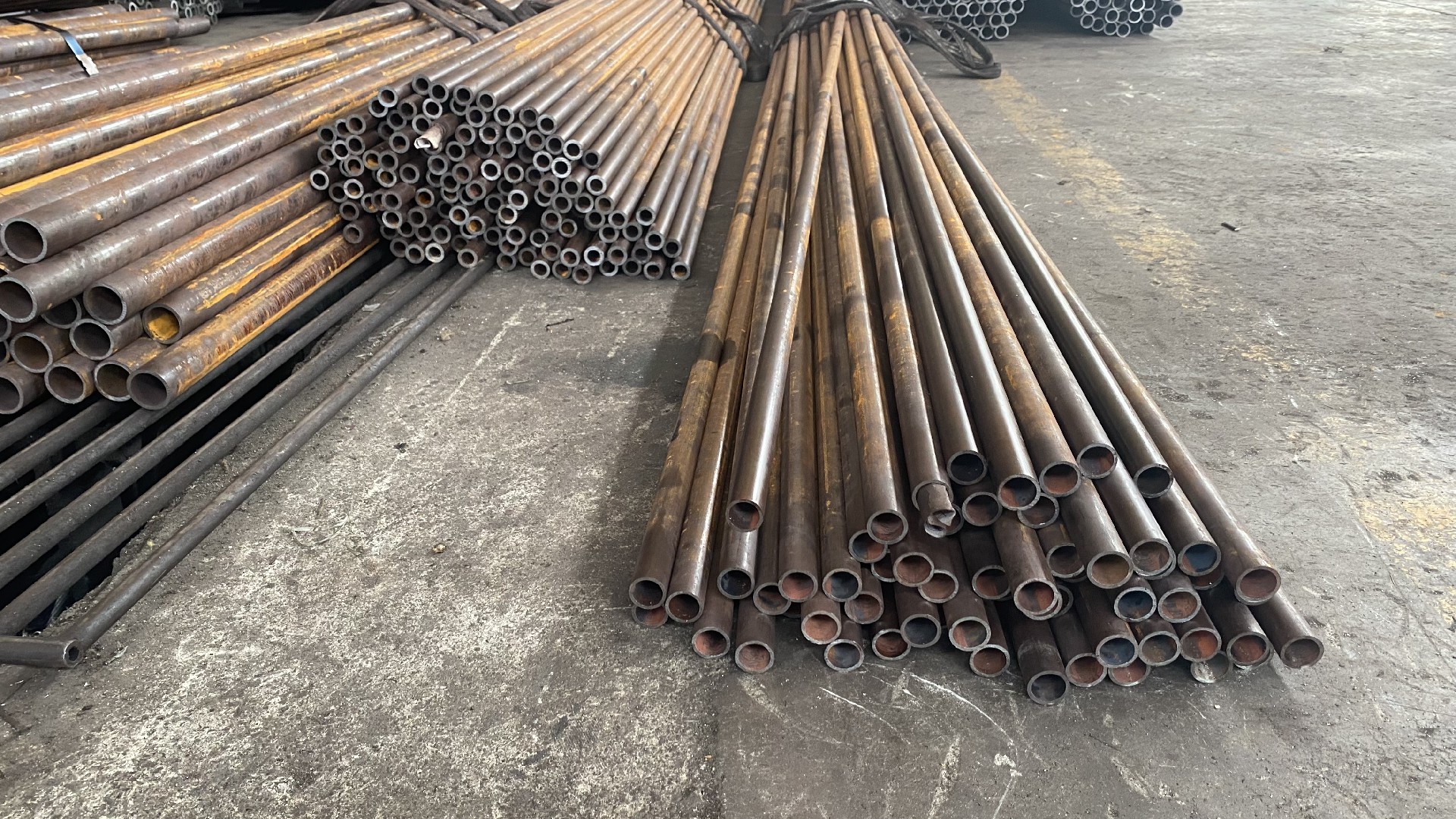
根据GB3092《低压流体输送用焊接钢管》标准的规定,焊管的公称直径为6~150mm,公称壁厚为2.0~6.0mm,焊管的长度通常为4~10米,可按定尺或倍尺长度出厂。钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻微缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。
焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行全面的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。 是用钢板或钢带经过卷曲成型后焊接制成的钢管。

焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。



同类文章排行
- 2023.11.15 意犹未尽?期货夜盘势如破竹“暴力”上涨?
- 热镀锌和冷镀锌的区别是什么?
- 2023.10.25 【早评】大反转!钢价上涨在即?
- 无缝钢管的制造方法都有哪些?
- 【早评】节前短期看钢材价格震荡调整还会继续
- 每日钢市:期钢震荡翻红,钢坯涨20,钢价部分上涨
- 期钢新高又见绿!9月下旬钢价怎么走?
- 影响钢管直线度的因素都有哪些?
- 无缝管和焊管有什么区别?
- GB/T3639-2009标准
最新资讯文章
- 2023.11.15 意犹未尽?期货夜盘势如破竹“暴力”上涨?
- 热镀锌和冷镀锌的区别是什么?
- 2023.10.25 【早评】大反转!钢价上涨在即?
- 无缝钢管的制造方法都有哪些?
- 【早评】节前短期看钢材价格震荡调整还会继续
- 每日钢市:期钢震荡翻红,钢坯涨20,钢价部分上涨
- 期钢新高又见绿!9月下旬钢价怎么走?
- 影响钢管直线度的因素都有哪些?
- 无缝管和焊管有什么区别?
- GB/T3639-2009标准
- 碳钢精密钢管都有哪些标准?
- 高开低走!钢价进入涨后震荡调整
- 光亮精密无缝管
- 冷轧管与冷拔拔管是什么?有什么区别?
- 镀锌钢管是什么?用在什么地方?
- 为什么小口径钢管会出现开裂?
- 精轧管与精拔管就是我们常说的冷轧管与冷拔管
- 精轧管与精拔管是我们常说的冷轧管与冷拔管
- 精轧管与精拔管是我们常说的冷轧管与冷拔管
- 精轧管与精拔管的区别